
سفالگری(Pottery) هنر ساخت اشیا و ظروف گوناگون با اشکال و نقوش متنوع به صورت دست ساز، قالبی یا با استفاده از چرخ می باشد. این هنر در ایران و همچنین جهان از طرفداران زیادی برخوردار است. تولید و ساخت محصولات سفالی نیازمند طی مراحلی مختلف و به کارگیری ابزار، لوازم و مواد گوناگونی است. ما در این مقاله قصد داریم تا مراحل ساخت، ابزار،لوازم و مصالح مورد نیاز برای این هنر را شرح داده و در اختیار علاقمندان به سفالگری قرار دهیم.قبل از بیان مراحل ساخت محصولات سفالی نیاز است تا هنرجویان سفالگری ابتدا با لوازم، تجهیزات و مواد مورد نیاز برای خلق این هنر آشنا شوند.
ابزار و تجهیزات مورد نیاز سفالگری
ابزار و تجهیزات فنی مورد نیاز کارگاه های سفالگری(Pottery)و سرامیک سازی(Ceramic making) را می توان به سه گروه به شرح زیر تقسیم کرد:
1- وسایل و تجهیزات آماده سازی مواد اولیه(خاک و گِل)
2- وسایل، ابزار و تجهیزات مورد نیاز شکل دهی بدنه و تولید محصول
3- ابزار و وسایل برای تزئین محصول
4- وسایل و تجهیزات مورد لزوم جهت پخت فرآورده های سفالی

وسایل و تجهیزات مورد نیاز برای آماده سازی مواد اولیه
برای آماده سازی خاک و گِل نیاز به ابزار و وسایلی زیر است:
- سطل
- بیلچه
- کاردک
- گونی
- پتک
- تخته گچی و چوبی
- میز کار
- لیسه
- ظروف پلاستیکی
- الک
- ورقه نایلونی
ابزار، وسایل و ماشین آلات برای شکل دهی بدنه و تولید محصول
- چرخ سفالگری(Pottery wheel) پایی یا برقی
- میز کار
- ورقه های شکل دهنده
- تراش دهنده
- و سایر ابزار جانبی مانند کاسه، سطل، لیسه، کاردک، اسفنج، سوزن یا درفش، مفتول سیمی، وردنه و نایلون ازجمله ابزار و وسایل شکل دهی بدنه سفال(Pottery) می باشند.
چرخ سفالگری چیست؟
چرخ سفالگری که عمده ترین وسیله کار در کارگاه های سفالگری سنتی کشورمان است ساختمان ساده ای دارد و از یک میز و نیمکت متصل به هم تشکیل شده است. روی میز صفحه گردی قرار دارد و این صفحه، به وسیله محوری عمودی به صفحه گرد بزرگ تری در زیر میز متصل شده است. این دو صفحه هر دو به حالت افقی و به موازات هم قرار دارد.
عمل صفحه زیرین طوری است که وقتی سفالگر پشت میز می نشیند، پایش روی صفحه زیرین قرار گرفته و با حرکت پا، آن را به چرخش در می آورد. با این چرخش – از طریق محور عمودی – صفحه روی میز را که چانه روی آن قرار گرفته است به چرخش در می آورد. در برخی از کارگاه های سفالگری با نصب الکتروموتور، دیگر نیازی به حرکت پا برای به چرخش در آوردن صفحه زیرین و انتقال حرکت به این طریق نیست و در واقع چرخش سر چرخ به وسیله موتور الکتریکی انجام می شود.
در سال های اخیر استفاده از چرخ های برقی سفالگری که فضای کمتری را اشغال می کند و دارای دنده هایی برای حرکت های کند و تند دستگاه است نیز معمول شده است. با این حال استادان سفالگر، فراگیری هنر سفالگری با استفاده از چرخ های سنتی سفالگری که با حرکت پا کار می کنند را جهت کسب مهارت و توانایی بیشتر در زمینه ساخت سفال و شکل دهی بدنه های مدور ضروری می دانند.(برای خرید چرخ سفالگری کلیک کنید)
شیوه کار با چرخ سفالگری
در شیوه ی کار با چرخ سفالگری ابتدا قسمتی از گِل ورز داده را روی چرخ سفالگری گذاشته و شروع به چرخ کاری می نمایند. چرخ سفالگری عبارت از یک صفحه گرد فلزی در بالای دستگاه و یک دایره ی چوبی بزرگ در پایین است که به وسیله میله ای به یکدیگر متصل است. استاد کار با خیس کردن دو دست خود گِل آماده شده را روی صفحه بالایی می گذارد و با پاهایش صفحه ی زیرین را به حرکت درمی آورد و همراه با چرخش صفحه فلزی، با دست هایش به گِل شکل می دهد. با هر حرکت دست و لغزش انگشت، شکلی جدید پدید می آید.
ظرف های ساخته شده را معمولاً روی بام کارگاه ها یا فضای بازی در اطراف کارگاه می چینند تا در آفتاب خشک شود. مدت زمان لازم برای خشک شدن این اشیاء حدود بیست و چهار ساعت است. سپس مصنوعات خشک شده ی خام را درون کوره قرار داده و حدود ۶ تا ۷ ساعت حرارات می دهند. حرارت کوره در این مدت بین ۹۵۰ تا ۱۰۰۰ درجه ی سانتیگراد می باشد. محصولات پس از پخته شدن مدتی در کوره باقی می مانند تا به تدریج سرد شوند. در این مرحله آن دسته از فرآورده هایی که ساده بوده و احتیاج به لعاب کاری ندارند آماده عرضه و فروش هستند ولی کالاهای مصرفی شهری و مصنوعات تزئینی بعد از یکبار پختن، لعاب کاری شده و مجدداً درون کوره قرار می گیرند و با همان درجه حرارت و مدت زمان فوق الذکر برای دومین بار پخته می شوند. معمولاً فرآورده ها تا ده ساعت پس از خاموش شدن کوره در جای خود باقی می مانند تا به تدریج سرد شده و قابل عرضه و فروش شوند.
هم اینک در اکثر نقاط ایران از جمله گناباد، لالجین همدان، میبد یزد، شهرضا در اصفهان، زنور آذربایجان، گلپورگان سیستان و بلوچستان، جویبار مازندران و سیاهکل گیلان و… تولید وسایل و مصنوعات سفال رایج است. محصولات سفال و سرامیک در هر یک از نقاط فوق الذکر با اختلاف کمی در نوع مواد اولیه رنگ و طرح تهیه می شود و به همین دلیل محصولات هر ناحیه به خوبی قابل تشخیص از فرآورده های سایر نقاط است.
ابزار تراش دهنده
در کارگاه های سفال سازی سنتی کشورمان از تیغه ای فلزی و ضد زنگ تیزی به نام ماله برای تراش و پرداخت قسمت های اضافی بدنه خام استفاده می کنند. گفتنی است که در کارگاه ها و کارخانجات بزرگ تولید سفال و سرامیک، ابزارهای تراش دهنده متعدد و متنوع و در اشکال مختلفی بوده و در عمل هم می توانند نحوه استفاده متفاوتی داشته باشند ولی در نهایت کار همه این نوع ابزار تراش و پرداخت بدنه خام است.
ابزار و ورقه های شکل دهنده
ابزارهای ساده ای است از جنس چوب، فلز یا فیبر و … که به اشکال مختلف ساخته شده اند و برای شکل دادن خمیرگِل و بدنه خام – عموماً برای مقعر و محدب کردن بدنه – از آن ها استفاده می شود.
ابزار و وسایل برای تزئین محصول
در مرحله ی تزئین بدنه ها از ابزارهای زیر استفاده می شود:
- صفحه گردان رومیزی
- ابزار بردارنده(کاهنده)، تراش دهنده و برش دهنده
- کاسه
- اسفنج
- رنگ پاش
- قلم مو
- تخته شستی
- خط کش
- مداد و پرگار
اگر به تزئین سفال علاقه دارید میتوانید مقاله روشهای تزئین آثار سفالی را مطالعه کنید.
وسایل و تجهیزات مورد لزوم جهت پخت فرآورده های سفالی
تجهیزات و وسایل مورد نیاز برای پخت بدنه های سفالی عبارت اند از:
- کوره
- خشک کن
- وسایل کمکی نسوز
- دستکش
- ماسک
- انبر
مواد و مصالح مورد نیاز سفالگری
مواد اولیه ی سفالگری شامل انواع خاک رس(Clay)، لعاب(Glaze)، رنگینه های معدنی، چسب گیاهی مانند کتیرا و آب است که در ادامه به ترتیب به شرح هر یک از آن ها پرداخته شده است. اگر به لعاب کاری علاقه مند هستید مقاله مربوط به آن را مطالعه بفرمایید.
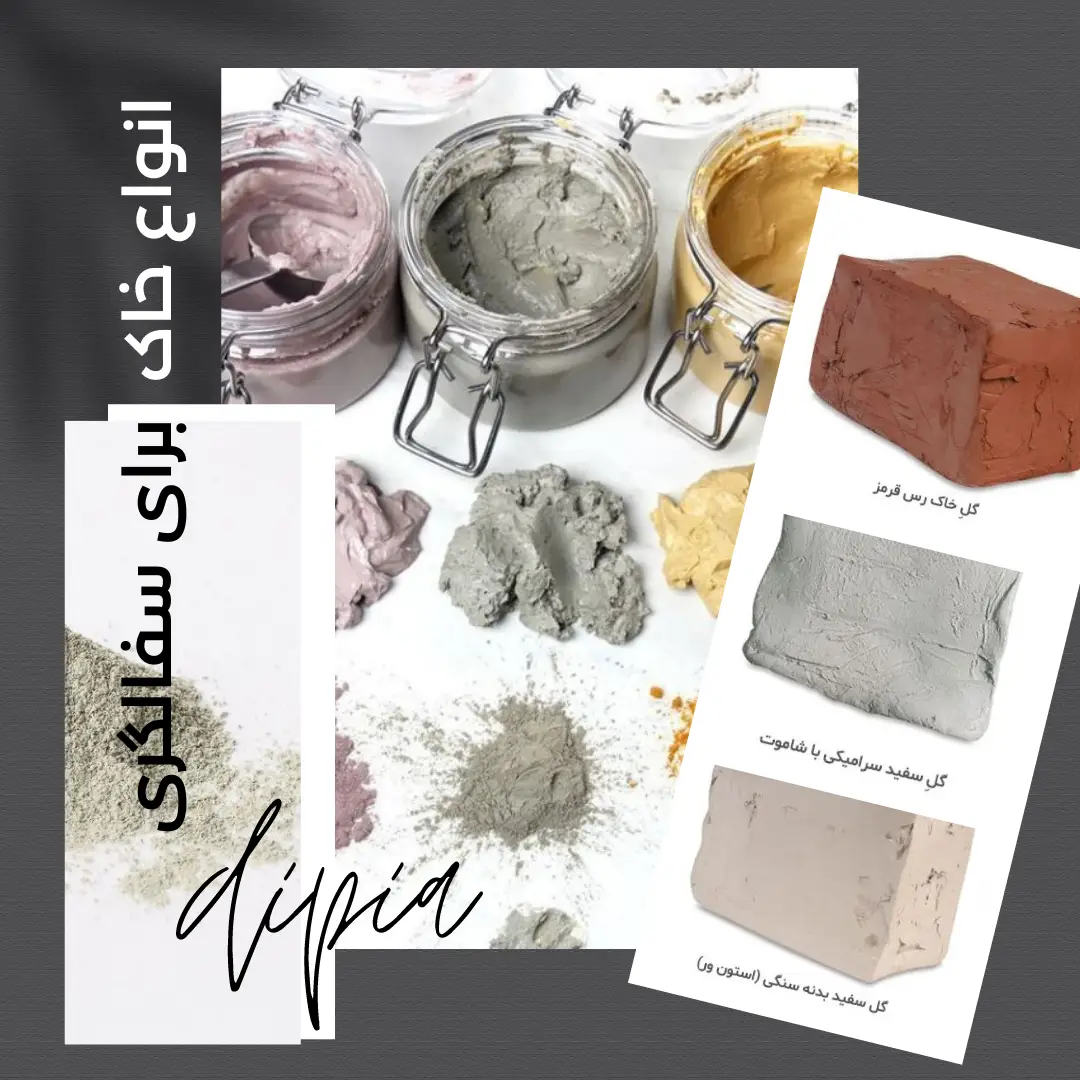
خاک رُس
خاک رُس مهم ترین بخش از مواد و مصالح مورد نیاز سفالگری می باشد که انواع مختلفی دارد:
خاک رس رسوبی
این خاک معمولا به صورت پوسته رسوبی تحت فشار تشکیل می شود و چون مسیری طولانی را از محل تخریب و تجزیه سنگ های تشکیل دهنده طی می کند به قطعات بسیار ریز و فشرده تبدیل و به طور طبیعی دچار فعل و انفعالاتی می شود؛ گاهی ناخالصی های متعدد مانند وجود منیزیوم (Magnesium)، قلیاها، اکسیدهای آهن (Iron oxides)و مشتقاتی از کوارتز (Quartz)، میکا (Micah) و گرانیت (Granite)در آنها دیده می شود. در مواقعی که گِل های رسوبی یکی از مواد لازم را کم دارد، سفالگران بر اساس تجربیات خود، هنگام ورز دادن گِل یا زمان خشک شدن، مواد مورد نیاز مانند پودر سنگریزه و ماسه را شناسایی و به طرق مختلف به آن اضافه می کنند.
خاک رس گلوله ایی
این خاک معمولا به شکل طبیعی خود در بسترهایی از لایه زمین تشکیل می شود. به نظر می رسد چون به اندازه رس های رسوبی جابه جا و با مواد دیگر ترکیب نمی شود و به صورت توده هایی در رگه های لایه زمین به دست می آید، چندان تحت فشار نبوده، به همین علت قابلیت انقباض آنها گاهی به ۲۰ درصد می رسد.
خاک رس قرمز
این نوع خاک در مکان هایی تشکیل می شود که مواد آهنی و رسوبات سنگ آهن در جریان تخریب ها و فشارهای پوسته زمین بیشتر از سایر مواد وجود دارد. اکسیدهای آهن در شکل پذیری گِل، میزان حرارت لازم برای پخت و استحکام بعدی آن نقش عمده ای دارد. ترکیبات این خاک بسیار متنوع است و درجه پخت آن گاهی تا ۱۲۰۰ درجه بالا می رود. این خاک هنگام پخت در حرارت بین ۱۰۰۰ تا ۱۲۰۰ درجه به رنگ های زرد، نخودی و قرمز درمی آید.
خاک رس آهکی
این نوع خاک دارای ترکیبات فلدسپاتی (Feldspar)شامل ماسه، شن، مواد آهکی و مواد گدازنده دیگر بوده و بنابراین شکل پذیری آن مشکل است؛ میزان درجه حرارت و کنترل و نظارت بر پخت آن حائز اهمیت است.
خاک رس های دیرگداز
این خاک در مکان هایی وجود دارد که سنگ های معدنی آن سنگ های سخت و بیشتر زغال سنگ بوده است. مولکول های تشکیل دهنده این خاک باعث می شود که شکل پذیری چندانی نداشته و به حرارت بالا نیاز داشته باشد.
سفالگران به تجربه دریافته اند که خاک رُس مورد نیاز خود را از زمین هایی که ترک خورده می شود و به صورت لایه لایه درمی آید تهیه کنند (مثلا زمین های کنار رودخانه ها و جوی ها) و چنانچه در مرغوبیت و اصالت آن از لحاظ ترکیب با مواد دیگر شک کنند روی آن آزمایش هایی می کنند.
آب و کتیرا
این ماده عامل بسیار مهمی در آماده سازی خاک ها به صورت دوغاب (به مخلوط رقیق آب و گِل دوغاب می گویند.) و خمیر سفالگری است. از آب برای ایجاد غلظت مناسب در ترکیب لعاب و کتیرا نیز استفاده می شود. آب موجود در گِل و لعاب ها پس از ساخت بدنه و تزئین، هنگام خشک و پخته شدن شی از آن خارج می شود.
لعاب (Glaze)
لعاب لایه ی شیشه ای نازکی است که بر روی سطح بدنه سفال های لعاب دار دیده می شود. مواد تشکیل دهندهی لعاب شامل مجموعه ای از ترکیبات شیمیایی و اکسیدهای کمک ذوب است. سیلیس (Silica)مهم ترین عنصر در لعاب هاست و از آن جا که دمای ذوب آن بسیار بالا است با اکسیدهایی که نقطه ی ذوب پایینی دارند ترکیب می شود تا با تغییر شکل پیوند کریستالی سیلیس، لایه ای شیشه ای را بر سطح بدنه های سرامیکی پدید آورد. در ادامه مراحل تشکیل لعاب به ترتیب توضیح داده شده است.
عمل اکسیداسیون (oxidation)
ترکیب شیمیایی اکسیژن هوا با مواد را اکسیداسیون می نامند. در سفالگری وقتی لعاب را در کوره به بالاترین درجه حرارت برسانیم عمل اکسیداسیون انجام داده ایم.
اکسیدهای مورد استفاده در لعاب
مهم ترین اکسیدهایی که در تهیه لعاب استفاده می شود عبارتند از:
اکسید منگنز یا منیزیوم (MgO)برای تهیه رنگ سیاه که ترکیب آن با کبالت، رنگ آبی و بنفش تولید می کند. اکسید کلسیم (CaO) برای تهیه رنگ سبز مایل به خاکستری استفاده می شود. از اکسید باریم (BaO) لعاب مات صورتی رنگ تهیه می شود. اکسید آنتیموان (Sb2o3)برای تولید لعاب زرد، اکسید روی (ZnO) و اکسید مس (Cu2O) برای لعاب فیروزه ای و سبز استفاده می شود.
عمل اکسید در لعاب
هر اکسید در لعاب دارای تاثیر خاصی است. سیلیکا (SiO2) از مهم ترین اکسیدها است که بر اثر حرارت کافی به شیشه تبدیل می شود و بدنه اصلی لعاب را تشکیل می دهد در صورتی که بعضی از اکسیدها برای حفظ تعادل به کار می روند. مقدار کمآلومینیوم موجود در لعاب باعث سختی آن می شود و از جاری شدن و اشکه کردن لعاب در نقطه ذوب روی سفال جلوگیری می کند.
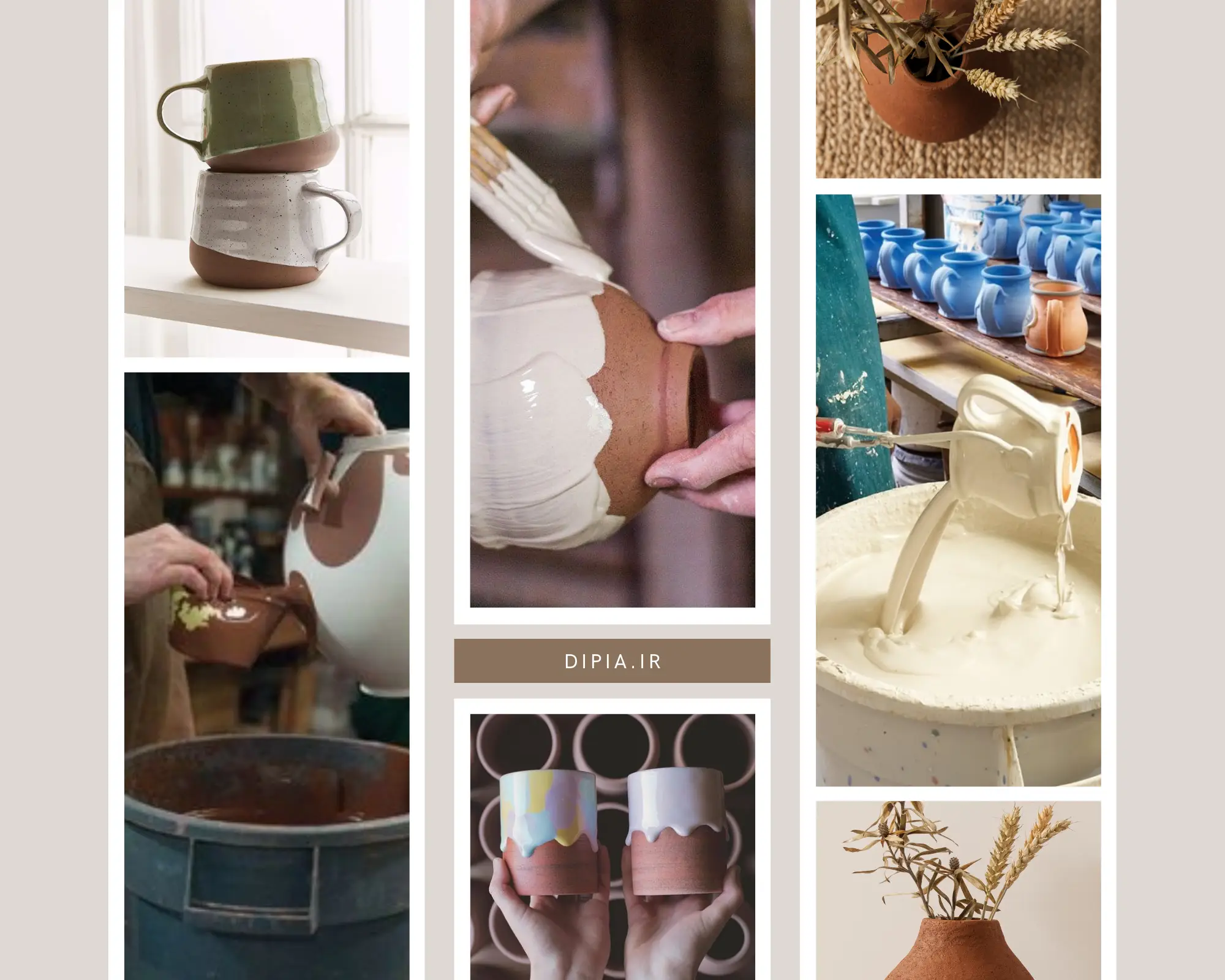
چگونگی ذوب لعاب در کوره
مواد اصلی لعاب را خاک و سنگ مانند سیلیکا و فلدسپار نرم تشکیل می دهد. مواد لعاب آسیاب شده را در آب حل کرده و به روش های مختلف (مانند رنگ کردن با قلم مو، ریختن روی اشیا، فرو بردن ظرف در لعاب و پاشیدن) ظرف سفالی را به آن اندوده می کنند. هنگامی که این ظرف در کوره به حرارت قرمز یا فوق آن رسید، فعل و انفعال آغاز می گردد، کربن (Carbon) و سولفور (Sulfur)موجود در موارد خارج می شود و فقط اکسیدها باقی می مانند. این اکسیدها همراه با ازدیاد درجه حرارت کوره شروع به شکل گرفتن و شیشه ای شدن می کند. در بالاترین نقطه حرارت مواد لعاب به ویژه اکسیدهای موجود در سطح خارجی سفال، جوش خورده و این عمل باعث تشکیل لعاب و ثابت شدن آن روی ظرف می شود.
چسبهای آلی
برای لعاب کاری یا نقاشی با لعاب و رنگینه های معدنی چسب های آلی به مواد لعاب افزوده می شود. این چسب باعث اتصال لعاب به بدنه شده که در مراحل اولیه ی پخت، سوخته و از روی سطح بدنه جدا می شود
مراحل ساخت محصولات سفالی
مواد اصلی تشکیل دهنده سفال، گِل، ماسه و مواد سوختنی است. گِل رُس به خاطر داشتن اکسید آهن و آهک دارای خاصیت شکل گیری و چسبندگی است و می توان با آن ظرف هایی غیرقابل نفوذ ساخت. برای تهیه سفال ابتدا گِل را به محل کارگاه حمل نموده و سپس مقداری معین آب و ماسه به آن می افزایند. پس از اینکه گِل و ماسه و آب کاملاً با هم مخلوط شد و آماده گردید، گِل به قطعاتی با اندازه های مورد نیاز تقسیم شده و کاملاً ورز داده میشود. ظروف سفالین به سه شیوه ساخته می شوند که در هر سه آنها باید از گِل ورز داده شده استفاده شود.
- شیوه دست ساز
- با استفاده از چرخ سفالگری
- با استفاده از قالب
روش های تولید سفال به شیوه های دست ساز
روش های دست ساخت که به گونه های فشاری، مارپیچ یا فتیله ای و مسطح یا لوحه ای تقسیم می شود.
در روش فشاری، ابتدا مقداری گِل آماده را به صورت گلوله ای درآورده، سپس با انگشت شست، سوراخی در وسط آن ایجاد می کنند. با گردش انگشت شست در سوراخ، دهانه ظرف را باز نموده، سپس با کمک سایر انگشتان، شکل دلخواه را به وجود می آورند.
در روش مارپیچ یا فتیله ای پس از ورز دادن گِل و پهن کردن آن به وسیله وردنه یا دست، آن را گلوله نموده، به صورت فتیله درمی آورند. سپس نوارهای گل را به شکل دلخواه روی هم قرار داده، با لیسه صاف می کنند تا شکل مورد نظر به دست آید.
در روش ورقه ای یا مسطح گِل را کاملاً ورز داده آن را با ضربه دست تخت می کنیم. سپس گِل را روی یک تکه گونی قرار می دهیم تا به میز کار نچسبد. عمل تخت کردن می تواند به وسیله وردنه انجام شود. در این قسمت گل آماده برش است. آن را به شکل چهارگوش با ابعاد مختلف بریده و می توان آنها را به یکدیگر چسباند. برای چسباندن می توان از مقداری سرکه استفاده کرد زیرا سرکه به جهت داشتن مقداری اسید خاصیت خورندگی داشته و می تواند گِل را در خود حل کند.
مراحل تهیه و ساخت سفال با چرخ سفالگری
روش ساخت ظروف با چرخ سفالگری به روش های چرخ سفالگری تند، چرخ سفالگری کند و روش دوغابی میباشد.
در روش چرخ سفالگری کند ساده ترین شکل آن دو صفحه ی چوبی است که صفحه بالایی حالت مقعر دارد. صفحه زیرین، ثابت است و صفحه رویی می چرخد و گِل را شکل می دهد.
در روش چرخ سفالگری تند با استفاده از این چرخ، سفالگر به کمک پا، صفحه زیرین یا طبق چرخ را به گردش درآورده، با دو دست گِل را در صفحه رویی شکل می دهد. این روش در سفالگری بیشترین تولید را به خود اختصاص داده است.
روش دوغابی نیز دارای گونه های پرس خمیر در قالب و روش ریخته گری دوغابی می باشد.
مراحل تهیه و ساخت سفال با استفاده از قالب
این روش برای ساخت اشیای مشابه با یک جز تکراری از مجموعه ای بزرگ تر به کار می رود که مراحل کار به شرح زیر است:
– شی موردنظر را با جزئیات و به طور کامل می سازند.
– از روی شی ساخته شده قالبی تهیه می کنند.
– با توجه به نوع قالب، خمیر گل را در آن فشرده و با دوغاب در آن می ریزند.
– پس از شکل گیری و استوار شدن شی در قالب آن را خارج می کنند.
– شی را به تدریج خشک می کنند و در پایان درون کوره می پزند.
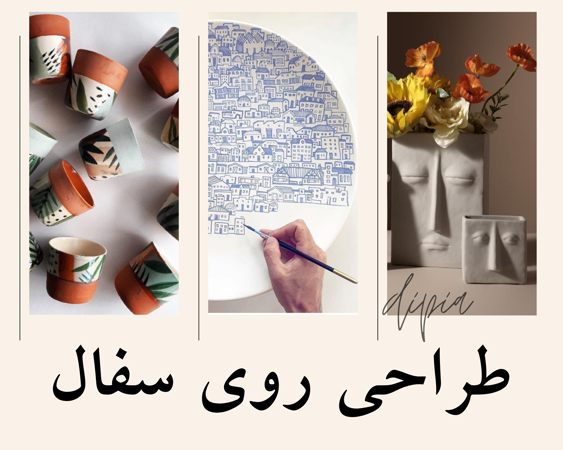
انواع روش های تزئین آثار سفالی
تزئین بدنه خام شی گِلی را می توان پیش از پخت و یا پس از پخت به روش های گوناگونی انجام داد.
1- تزئین بدنه پیش از پخت
بدنه اشیای گلی پیش از پخت را به شیوه های زیر تزئین می کنند:
الف) شیوه ی نقش کنده: در این شیوه با ابزار بردارنده به صورت لایه و ایجاد خراش نقش ها را بر بدنه ی خام کنده کاری می کنند.
ب) شیوه ی نقش افزوده: قطعه ای از خمیر گل را مطابق طرح روی بدنه ی خام پیش از خشک شدن می افزایند.
ج) شیوه ی نقش بریده: پس از خشک شدن قسمتی از بدنه (مطابق طرح) را بریده و جدا می کنند به گونه ای که زمینه ی شی مشبک شود.
د) شیوه ی نقش فشرده: در این شیوه با فشردن بدنه ی گلی (پیش از خشک شدن) در قالب، مهر یا اشیایی مشابه، نقش روی بدنه ساخته شده ایجاد می شود.
2- تزئین بدنه پس از پخت
مهم ترین شیوه ی تزئین بدنه پس از پخت، لعاب کاری اشیای سفالین است. البته لعاب برای زیبایی، غیرقابل نفوذ کردن، افزایش مقاومت و حفظ تزئینات نیز به کار می رود. برای این کار سطح سفالینه ها (داخلی یا خارجی) را با لعاب شفاف یا رنگی می پوشانند. گاهی نیز بر سطح بدنه های پخته شده با لعاب های رنگی نقش و نگار ایجاد می کنند. لعاب ها بیشتر به سه نوع اصلی طبقه بندی می شوند که عبارتند از: لعاب شفاف یا ترانسپارنت، لعاب کدر یا اُپک، لعاب مات یا کریستالی.
تزئینات رنگی با انواع لعاب ها بر روی بدنه های پخته شده به چهار شیوه اجرا می شود که عبارتند از:
الف) لعاب کاری یک دست که تمام بدنه ی سفال با یک رنگ پوشانده می شود را تزئین یک رنگ می گویند.
ب) اگر روی بدنه را به وسیله ی قلم مو یا ابزارهای دیگر و لعاب های رنگی، نقش و نگار ایجاد کرده و سپس تمام سطح بدنه را با لعاب شفاف بپوشانند به آن تزئین زیر رنگی می گویند.
ج) اگر بدنه ی لعاب کاری شده را با لعاب های رنگی نقاشی کرده و برای بار سوم در کوره بپزند به این روش تزئین رو رنگی می گویند.
د) اگر اطراف طرح ها و نقش ها را بر روی بدنه ی سفال با رنگ سیاه قلم گیری کنند و سپس با لعاب های متفاوت داخل آن را رنگ آمیزی کرده و در کوره بپزند به این روش تزئین هفت رنگی می گویند.
هنرمند شهرت رو در دیپیا پیدا کن
سفارش سفال داری؟
ایده داری؟؟ اینجا هنرمندا برات می سازن
سخن آخر
ما در این مقاله، تمامی اطلاعات مورد نیاز درباره سفالگری، از جمله انواع سفالگری، مراحل انجام و هر چه که نیاز به دانستن آن بود ذکر شده است. ممنون بابت توجهتان و خوشحال میشویم که نظرات خودتان را با ما ر میان بگذارید.



Five Tools Everybody In The Double Glazing Window Repairs Near Me Industry Should Be Using Double Glazed Unit Replacement
Find Out What Male.Masturbator Tricks The Celebs Are Using Masturbators For men
See What Cerebral Palsy Lawyer Tricks The Celebs Are Making Use Of cerebral Palsy
What’s The Job Market For Workers Compensation Compensation Professionals?
compensation
See What Private Mental Health Care Tricks The
Celebs Are Utilizing private
14 Cartoons About Double Glazed Windows Leeds To Brighten Your Day Window Doctor leeds
5 Killer Quora Answers To Shed Wood Burner shed Wood burner
As soon as I noticed this web site I went on reddit to share some of the love with them.
8 Tips To Up Your Assessments For Adhd In Adults Game
near
Asbestos Compensation Techniques To Simplify
Your Daily Life Asbestos Compensation Trick That
Every Person Should Know Asbestos Compensation
10 Signs To Watch For To Look For A New Upvc Window Repairs upvc window repairs near Me
You’ll Never Guess This Renault Kadjar Replacement Key’s Secrets renault kadjar replacement key
How To Explain Double Glazed Window Suppliers Near Me To Your Grandparents double glazed windows near me
9 Things Your Parents Taught You About Replace Upvc Window Handle replace upvc window handle
How Double Glazing Windows Near Me Became The Hottest Trend
Of 2023 replace double glazed window
14 Common Misconceptions Concerning Asbestos Lawsuit asbestos claim (http://www.springmall.net)
What Is Sugar Defender? Sugar Defender Drops is a powerful friend for people who want to control their blood sugar levels
What You Can Use A Weekly Backlink Creator Software Project
Can Change Your Life Local
The Ugly Facts About Website Optimisation Website Optimization; Imoodle.Win,
You’ll Never Be Able To Figure Out This Amazon Online Grocery Shopping Uk’s Tricks Amazon Online Grocery
Shopping Uk (http://Www.Huenhue.Net)
5 Killer Quora Answers On Double Glazing Repairs Leeds
conservatory door Repairs leeds
The 10 Most Scariest Things About Treadmill UK treadmill
20 Trailblazers Leading The Way In Automated Backlinking Software Backlink Management Software
5 Killer Quora Answers To Avon Skin So Soft Dry Oil Spray Avon Skin So Soft Dry Oil Spray How To Use
10 Facts About Getting A Car Key Cut That Will Instantly Put
You In A Positive Mood Key cuts For cars
Are The Advances In Technology Making Window Repairman Better
Or Worse? double glazed window repairs near me
How To Create An Awesome Instagram Video About Seo Search Engine Optimisation search engine optimization website
How To Make A Profitable Car Diagnostic Near Me Even If You’re Not Business-Savvy car diagnostics near Me
What’s The Current Job Market For Double Glazed Repairs Near Me Professionals?
double glazed repairs near me (Emmett)
10 Things That Your Family Teach You About Bentley Continental Gt Key Fob bentley continental gt key fob
“Ask Me Anything”: Ten Responses To Your Questions About Male
Masturbator Males masturbators; imoodle.win,
Check Out: How Repairs To Upvc Windows Is Taking Over The World And What To Do upvc repair – Saul –
SEO UK Company Tools To Make Your Everyday Lifethe Only SEO
UK Company Trick Every Person Should Know seo uk company
I have not checked in here for some time as I thought it was getting boring, but the last few posts are good quality so I guess I¦ll add you back to my everyday bloglist. You deserve it my friend 🙂
Online Slots: What No One Is Talking About Exciting Slots
A Peek At The Secrets Of Best Robot Vacuum With Self Empty Robot Vacuum With Self Emptying
14 Cartoons On Window Pane Replacement To Brighten Your Day window Glass replacement